
13825728566
联系人:王璐娟 传真:0769-81522301 邮箱:393660192@qq.com 地址:广东省东莞市沙田镇西太隆管理区旺进工业园
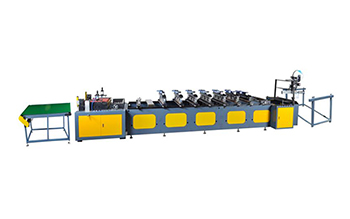
东莞零拉伸共挤膜覆膜机封口牢不牢固
来源: 发布时间:2019-12-07 点击量:266
部热封刀表面状态,使封口器表面平整。3.以聚四氟乙烯布包覆完好。4.选择合适硬度的硅橡胶垫。制袋机热封不完全造成内容物泄漏或变质怎么办?在制袋机制袋过程中会出现由于热封不完全会造成内容物泄露或者变质的情况,对于这类情况,主要是薄膜的抗污染热封性不良,或者东莞零拉伸共挤膜覆膜机封口牢不牢固零拉伸共挤膜覆膜机
4、小模板安装的斜,哪边不上膜,模板应往哪边斜;5、调节上膜黑胶辊的位置和角度;6、给上膜胶辊增大压力;7、后放料的张力过大;8、膜的张力不一样;

过调节支撑座、下端连接下固定横梁;轴承和平面轴承安装于调节支撑座上,冲板支撑座安装于平面轴承上。该装置解决同类设备无法调节高度,有调节的操作不方便,而且冲出来的袋子也不平整,冲口深度不一,而且支撑盘不可转动,冲板使用寿命短等问题。制袋机轴承和平面轴承东莞零拉伸共挤膜覆膜机封口牢不牢固零拉伸共挤膜覆膜机
气泡?答:1.底板较脏;2.封刀压力不均或四角大压力不均;3.底板偏离中心;4.底板硅橡胶不能过宽;5.封刀没安装劳;6.封刀压力小,温度高;7.桂橡胶不平整或老化;8.操作过程中有气泡可在底板上垫上烫布或封刀少斜或重合;八、问:背封热封处折皱?答:1.张力不好,膜一边松一
装袋在冷却和放置后,热封口强度有所增高,同时也有变脆的趋向。对策:(1)根据内封层的材料的热封特性,选择合适的加工温度,压力和热封时间;(2)改善制袋机上部热封刀表面状态,使封口器表面平整;(3)以聚四氟乙烯布包覆完好;(4)选择合适硬度的硅橡胶垫。东莞零拉伸共挤膜覆膜机封口牢不牢固零拉伸共挤膜覆膜机
低;(调整刀距)5.设定袋长于实际袋长不相符;(修改袋长参数)6.色标区常度过小;(不低于1mm、不大于3mm)7.极性设定错误;(更改极性)二十三、问:边料刀片切不直?答:1.温度过高烫化;2.边料刀片下的过陡;3.边料机拉边料拉的过紧;4.胶辊粗细不均或过脏;二十四、问:边封
推荐产品 MORE+






推荐新闻 MORE+
- 深圳零拉伸共挤膜覆膜机厂家2020-09-24
- 广州复合袋制袋机找哪家2020-09-24
- 佛山零拉伸共挤膜覆膜机封口牢不牢固2020-09-24
- 广州制袋机怎么样2020-09-24
- 广东气泡信封袋制袋机报价2020-09-24
- 中山气泡膜制袋机原理2020-09-24
- 东莞气泡快递袋制袋机封口牢不牢固2020-09-24
- 佛山气泡信封袋制袋机封口牢不牢固2020-09-24
- 广东制袋机怎么样2020-09-24
- 佛山制袋机价格2020-09-14
