
13825728566
联系人:王璐娟 传真:0769-81522301 邮箱:393660192@qq.com 地址:广东省东莞市沙田镇西太隆管理区旺进工业园
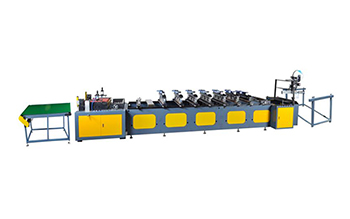
广州零拉伸共挤膜覆膜机价格
来源: 发布时间:2019-10-29 点击量:301
裙、挂网围裙。制袋机制袋过程出现封口发脆及脆断的简单分析:制袋机就是制作各种塑料包装袋或其他材料包装袋的机器 ,其加工范围为各种大小厚薄规格不同的塑料或其他材料的包装袋,一般来说以塑料包装袋为主要产品。制袋机制袋过程出现封口发脆及脆断的原因主要有以下几广州零拉伸共挤膜覆膜机价格零拉伸共挤膜覆膜机
松一边紧;6.压边小铲不能离封刀过远;7.复合不到边,单层边卷曲;十、问:背封透明边漏缝?答:1.分切切偏;2.外边过大;3.后张力大不上膜;4.后模板宽或模板处不上膜,引起前模板不上膜;5.背封封刀压的靠外;十一、问:袋子时常出现内外边?答:1.后光电跟踪不灵敏;2.原材

的关联数据以及每扎的所需个数。挑选色差较大的图画边缘左右调理光眼灵敏度,使其到达需求。制袋机轴承和平面轴承应安装于调节支撑座上:全自动超高速制袋机的冲口装置,涉及制袋机技术领域。包括增压缸和冲板支撑座;两个增压缸固定板安装于制袋机的上固定横梁上,两个广州零拉伸共挤膜覆膜机价格零拉伸共挤膜覆膜机
光照位置过高或过低,过远或过近;7.纠偏义上的极性设定错误;十六、问:袋子四面封是有哪些原因因引起的?答:1.速度高,误差大,长度不稳定,封刀不重合;2.过接头拉伸;3.封刀斜或切刀斜;4.停机时间长,热封刀下的袋子含口;5.封刀没固定紧,前后移动;注:封口时移光电法
向。解决方法:1.根据内封层不同的材料,选择合适的加工和热封时间;2.改善上部热封刀平面状态,使表面平整;3.选择合适硬度的硅垫。4、上下对合不准怎么办?原因是:薄膜不均匀,有荷叶边。双浮动棍力太小,有些棍转动不平稳。应该调整双浮动棍张力,检查并调整有关导广州零拉伸共挤膜覆膜机价格零拉伸共挤膜覆膜机
袋子的上翘与下凹有那些原因引起的?答:1.原材料张力不好造成;2.纵封刀的压力过大或过小造成;3.底板间距过小或过大;4.温度过高;5.纵封刀后夹板的高低不适当;6.后放料浮动辊气压过大或过小;二十五、问:宽封刀气泡问题?答:1.硅橡胶太脏,封刀太脏;2.调换封刀位置,调
推荐产品 MORE+






推荐新闻 MORE+
- 深圳零拉伸共挤膜覆膜机厂家2020-09-24
- 广州复合袋制袋机找哪家2020-09-24
- 佛山零拉伸共挤膜覆膜机封口牢不牢固2020-09-24
- 广州制袋机怎么样2020-09-24
- 广东气泡信封袋制袋机报价2020-09-24
- 中山气泡膜制袋机原理2020-09-24
- 东莞气泡快递袋制袋机封口牢不牢固2020-09-24
- 佛山气泡信封袋制袋机封口牢不牢固2020-09-24
- 广东制袋机怎么样2020-09-24
- 佛山制袋机价格2020-09-14
