
13825728566
联系人:王璐娟 传真:0769-81522301 邮箱:393660192@qq.com 地址:广东省东莞市沙田镇西太隆管理区旺进工业园
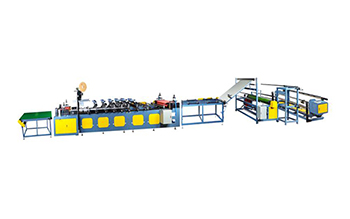
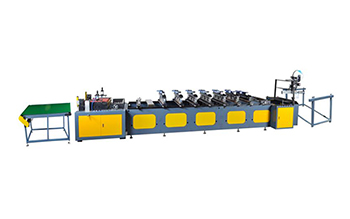
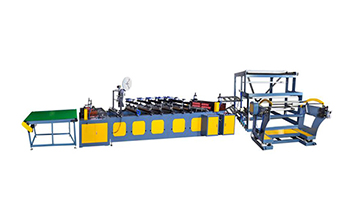
佛山气泡快递袋制袋机价格
来源: 发布时间:2020-09-13 点击量:444
点:1.热封温度过高。2.压力过大。3.热封时间过长。4.上部封口器的边缘过于锋利或所包覆的聚四氟乙烯损坏。5.底部封口的硅橡胶过硬。6.在制袋机复合和熟化过程中,一部分粘合剂渗入薄膜内部。基材由于受到粘合剂的渗透影响,韧性(抗冲击力)有所下降,脆性提高。7.塑料佛山气泡快递袋制袋机价格气泡快递袋制袋机
压力小;2.中间垫的烫布跑偏;3.膜薄厚不均;4.封刀不重合;5.速度过高;6.硅橡胶破了;7.硅橡胶硬度应达到75%;十五、问:纠偏时间过长?答:1.膜卷没安装到卷轴的中间位置或没充气跑偏;2.膜卷串卷;3.光电头上有灰尘或不灵敏;4.断膜或没膜;5.跟踪位置不适当;6.光电头与
波粘合有效避免了热粘合引起纤维降解,制袋机粘合剂层质影响材料的孔隙率,并在收到液体的冲击后引起脱层等问题。超声波粘合设备主要由超声波发生器与辊筒组成,超声波发生器的主要部件有号角、电源和变压器。无纺布立体制袋机适用原材料为无纺布,覆膜无纺布,专业生产佛山气泡快递袋制袋机价格气泡快递袋制袋机
换封刀方向,和相互调换;3.与前一个封刀受力面积宽窄有关;4.硅橡胶使用时间过长,需更换;5.把宽热封刀上到膜通过的第一道加热板上;6.封刀要安装牢固;二十六、问:过中间胶辊时袋子背封下皱?答:1、背封冷却不好;2、中间胶辊压力不均;3、气压过大;4、胶辊灰尘过大;
向。解决方法:1.根据内封层不同的材料,选择合适的加工和热封时间;2.改善上部热封刀平面状态,使表面平整;3.选择合适硬度的硅垫。4、上下对合不准怎么办?原因是:薄膜不均匀,有荷叶边。双浮动棍力太小,有些棍转动不平稳。应该调整双浮动棍张力,检查并调整有关导佛山气泡快递袋制袋机价格气泡快递袋制袋机
边紧;2.冷却刀与热封刀压力不平衡;3.热封刀压力不平衡;4.烫布上有皱折;5.胶辊把模板拉斜;九:问:出假封?答:1.过接头时,接头画面未对齐,一边松一边紧;2.过接头时,接头处双层膜较厚,小铲被膜带动并移动;3.后小模板小铲处翻边或卷边;4.后光电跑;5.张力不好,一边
推荐产品 MORE+






推荐新闻 MORE+
- 深圳零拉伸共挤膜覆膜机厂家2020-09-24
- 广州复合袋制袋机找哪家2020-09-24
- 佛山零拉伸共挤膜覆膜机封口牢不牢固2020-09-24
- 广州制袋机怎么样2020-09-24
- 广东气泡信封袋制袋机报价2020-09-24
- 中山气泡膜制袋机原理2020-09-24
- 东莞气泡快递袋制袋机封口牢不牢固2020-09-24
- 佛山气泡信封袋制袋机封口牢不牢固2020-09-24
- 广东制袋机怎么样2020-09-24
- 佛山制袋机价格2020-09-14
